.htm_cmp_blank010_bnr.gif)
![]()
|
|
Opstellen van een bewegingsplan (1)
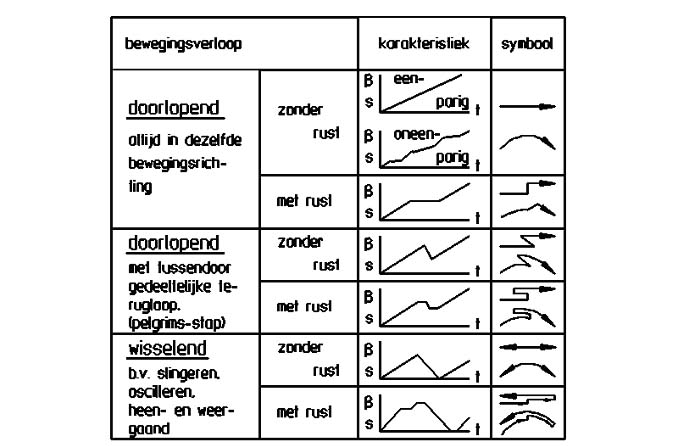
Bewegen is verplaatsen in de tijd. De beschouwing wordt hier beperkt tot bewegingen met één component (vrijheidsgraad). Voor iedere beweging is dan één aandrijfmotor nodig om deze te doen plaatsvinden. Bewegingen kunnen op diverse manieren onderscheiden worden, bijvoorbeeld:
Figuur 1.1 Soorten bewegingen * éénparig (lineaire functie, bijv. s(t) = s0 + c.t ), of * oneenparig (niet-lineaire functie), deze wordt verder onderscheiden in: - doorlopend of wisselend, en - periodiek of niet-periodiek. Bij de oneenparige bewegingen kan nader gespecificeerd worden of er een rust voorkomt. Dit is bijvoorbeeld van belang als een product een korte of langere tijd moet stilstaan voor een bepaalde bewerkingsmachine. Er bestaan toepassingen met een rust in een uiterste stand, in beide uiterste standen en in een tussenstand. Dit laatste heet een tussenrust. Bij een periodieke beweging is sprake van een cyclustijd. Ook bij een doorlopende beweging spreekt men van een cyclus, maar dan wordt het product steeds een stap verder gezet. De aard van elke soort beweging wordt met symbolen aangegeven, zie figuur 1.1 rechter kolom. Deze symbolen zijn ontleend aan ISO 3952/1. De getekende verlopen geven hier alleen de karakteristieke verschillen weer en hebben niet de bedoeling een fysisch correcte beweging te schetsen. 2 Overdrachtsfuncties en tijdfuncties De in het vorige deelhoofdstuk genoemde soorten bewegingen kunnen in de praktijk soms direct met een aandrijfmotor (zonder mechanisme) worden gemaakt. Voor de hand ligt bijvoorbeeld: * een doorlopende, eenparige beweging: aangedreven met bijvoorbeeld een elektromotor (eventueel met regeling om het toerental constant te houden); * wisselend en translerend: bijvoorbeeld met een luchtcilinder of een hydraulische cilinder. Vooral bij periodieke bewegingen wordt vaak gebruik gemaakt van een mechanisme met een rondgaande krukas, die dan door een roterende motor wordt aangedreven.
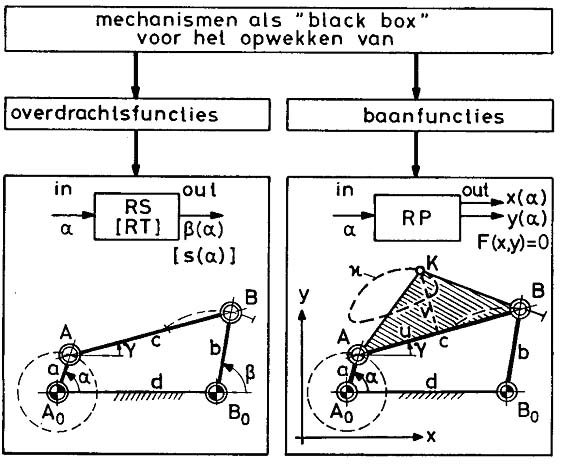
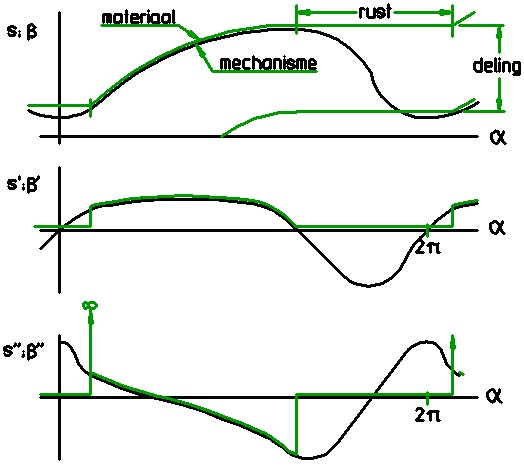
De overdrachtsfunctie bepaalt de standen van een translerende of roterende uitgaande schakel. De nulde orde overdrachtsfunctie ß(a) kan meerder malen worden gedifferentieerd naar a waarna wordt gesproken over de eerste-, tweede- etc. orde overdrachtsfunctie. Bij deze typering gebruikt men een der letters Roterend, Slingerend, Translerend en Uonbeperkt voor ieder der in het gestel gelagerde schakels. Zo spreekt men bij een wisselende beweging van een RS- of RT- functiegenerator. In eerste instantie lijkt het vanzelfsprekend om, voor een gewenst type bewegingsverloop, een mechanisme met hetzelfde type overdrachtsfunctie te kiezen. Toch is het nuttig om dit wat preciezer te beschouwen. Als het mechanisme, met ingaande bewegingsgrootheid (, wordt aangedreven door een motor, zal niet alleen (, maar het gehele mechanisme (waarin uitgaande grootheden als ( of h) in de tijd bewegen. Dit wordt uitgedrukt met de samengestelde functie: ß=ß{a(t)} Nu is de (hoek-) snelheid de afgeleide naar de tijd, dus: 
Hierin is De hoekversnelling 
Merk op, dat de afgeleiden van de overdrachtsfuncties in het mechanisme zijn vastgelegd. Zij bepalen samen met de tijd-afgeleiden van de aandrijving de snelheid en de versnelling van de uitgaande schakel. Bij éénparige aandrijving (hier dus Er zijn echter ook situaties, waarin het wel degelijk belangrijk is om overdrachtsfuncties en tijdfuncties goed uit elkaar te houden, bijvoorbeeld: * Start-stop gedrag van de motor met het mechanisme ( * Oneenparige aandrijving van het mechanisme. Men zou bijvoorbeeld een RR-functiegenerator met een wisselende aandrijfbeweging kunnen aandrijven, dan krijgt de uitgaande schakel ook een wisselende beweging. * Dynamische verschijnselen zoals een stoot of een ruk (een stoot is een sprong in de snelheid, een ruk is een sprong in de versnelling). Bij "goede" mechanismen zijn de overdrachtsfuncties vloeiende, differentieerbare functies. Zij zijn typisch geschikt voor stoot- en rukvrije bewegingen. Daarom worden zij vaak toegepast als snelle bewegingen gewenst zijn (hoog toerental, korte cyclustijd, hoge productiviteit). Als er echter toch een sprong in de tweede orde overdrachtsfunctie bestaat, zoals bij het voorbeeld van het meenemen van een product in figuur 3.2, dan ontstaat er vanzelfsprekend ook een sprong in de versnelling (hier van het product). Als een aantal bewegingen in de machine van dezelfde aandrijfmotor wordt afgeleid, ligt het voor de hand een bewegingsplan te maken als diagram van overdrachtsfuncties. De bewegingen heten dan star mechanisch gekoppeld. Men spreekt ook wel van gedwongen beweging. Karakteristiek voor een diagram van overdrachtsfuncties is dat de bewegingen gelijktijdig kunnen plaatsvinden (voor zover het bewerkingsproces dit toelaat). De positie van de bewegende onderdelen is immers op elk moment precies bepaald, waardoor de volgorde van alle bewegingen impliciet ook vastligt. Een klassiek voorbeeld is de verbrandingsmotor. Niet alleen de beweging van de zuigers, maak ook de beweging van de kleppen (via de nokkenas, met een constante overbrenging star met de krukas verbonden) is een gedwongen beweging. 3 Voorbeelden van een diagram van overdrachtsfuncties
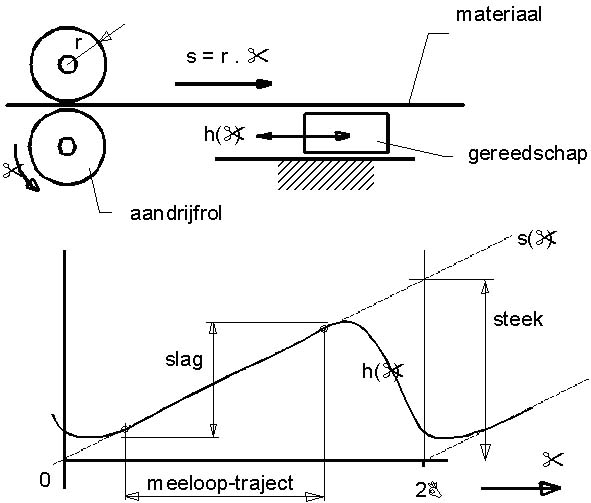
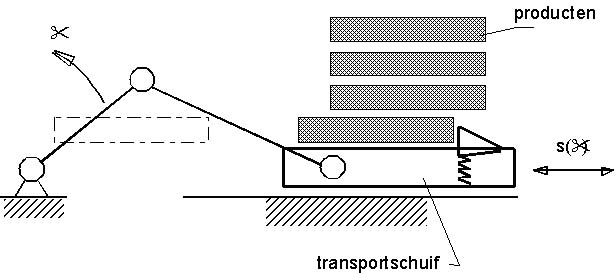
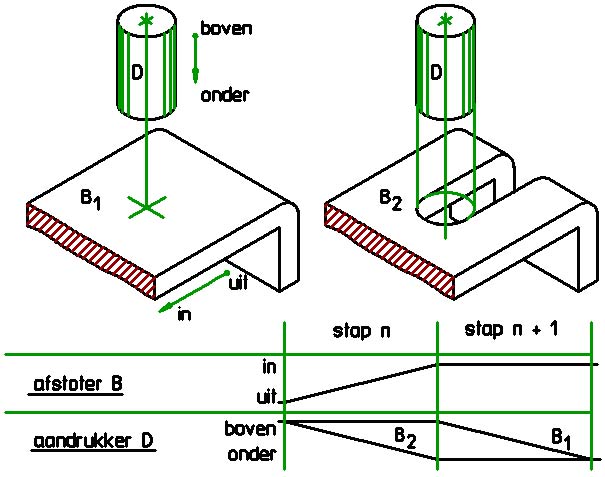
Het product wordt nu steeds opgeschoven naar het volgende bewerkingsstation; het staat stil tijdens bewerken. Het opschuiven gebeurt met een transportschuif die zelf een wisselende beweging uitvoert. Deze schuif neemt het product mee tijdens de heengaande beweging, maar niet tijdens de teruggaande beweging. Dit kan bijvoorbeeld bereikt worden met zgn. verende vingers, die tijdens de teruggaande beweging onder het product doorglijden, zie figuur 3.2.
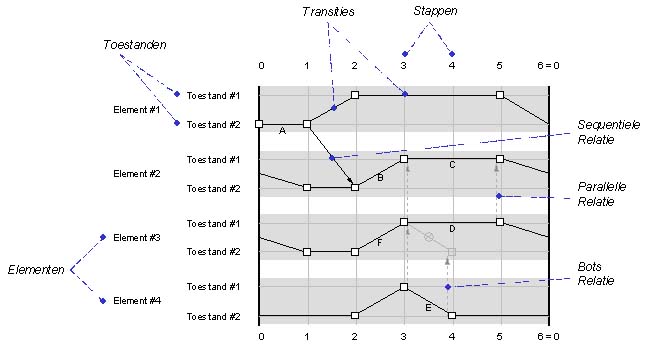
* De aandrijving ((t) is eenparig gedacht. Het start- en stopgedrag blijven hier buiten beschouwing. * Tijdens versnellen van het product (, lees hiervoor * In de praktijk zal de verende vinger iets voorbij het product moeten teruggaan. Vanwege het doorlopen van de speling zal een (kleine) botsing ontstaan. Theoretisch is bij een dergelijke snelheidssprong de versnelling (en dus ook de weergave in het diagram van de tweede orde overdrachtsfunctie) oneindig. Bij het opstellen van een dergelijk bewegingsplan moet blijken, dat de botsing klein is, waardoor het transport op acceptabele wijze plaatsvindt. * Het product is, tijdens de teruggaande slag van de schuif, slechts door de wrijving gepositioneerd. Er zal wellicht nog een extra voorziening (klem o.i.d.) nodig zijn. De beweging van een dergelijke klem kan zinvol in het bewegingsplan opgenomen worden. 4 Stap Toestand Diagram Bij veel machines bestaat de werkwijze uit het uitvoeren van bepaalde deelhandelingen. Sommige van deze deelhandelingen moeten na elkaar en andere juist tegelijkertijd uitgevoerd worden. Voor een correcte werking van de machine zal het ook voorkomen dat, in verband met botsingen tussen de onderdelen, bepaalde handelingen juist niet tegelijkertijd op mogen treden. Bij een machine met een typische volgorde van bewerkingen en bewegingen kan men aparte aandrijfmotoren voor elke beweging toepassen, bijvoorbeeld luchtcilinders. Kenmerkend is in ieder geval dat de aandrijving met start/stop gebeurt. Hiervoor is een volgordebesturing van de aandrijvingen nodig. Vaak is het voldoende om de eind-of ruststanden van het te bewegen object, of het voltooien van de bewerking, te detecteren. Een middel om de bewegingen van de onderdelen op elkaar af te stemmen is het stap-toestand-diagram (STD) (Roode; 1999). Een Stap Toestand Diagram (Engels: State Transition Diagram) beschrijft de toestand van een machine in de tijd. Een STD bestaat uit (bewegende) elementen, stappen en relaties tussen de elementen. In figuur 4.1 is een voorbeeld gegeven van een STD.
Figuur 4.1 Stap-toestand diagram Een element beschrijft een (bewegend) deel van een machine door middel van toestanden en transities (bewegingen). Voorbeelden van elementen zijn de ram, buffer en de bekerhouder uit figuur 4.2. Vaak komt een onderdeel van de machine overeen met een element.
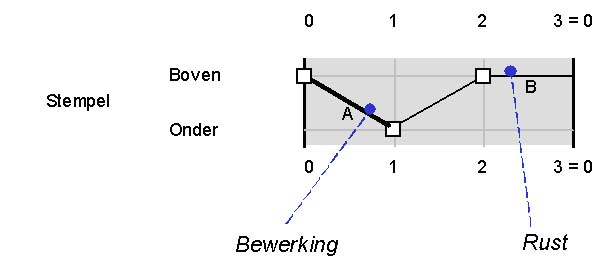
Een bepaalde transitie kan overeen komen met een bewerking op het product. Zo zal in figuur 4.3 het van boven naar onder bewegen van de stempel ervoor zorgen dat het product gestempeld wordt. Een dergelijke transitie wordt aangeduid als functionele transitie. Aan het einde van de totale beweging komt het element weer in zijn begintoestand terug en is de cyclus voltooid. In figuur 4.3 is een voorbeeld gegeven van een STD voor één enkel bewegend element.
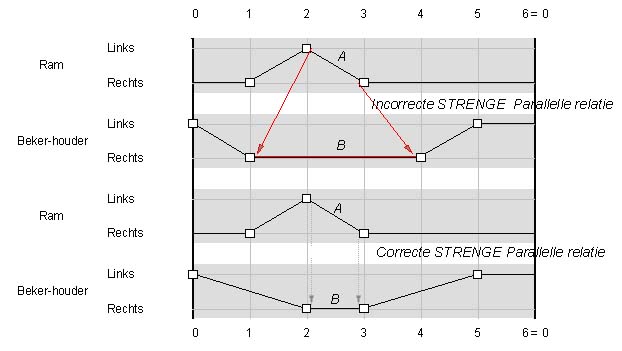
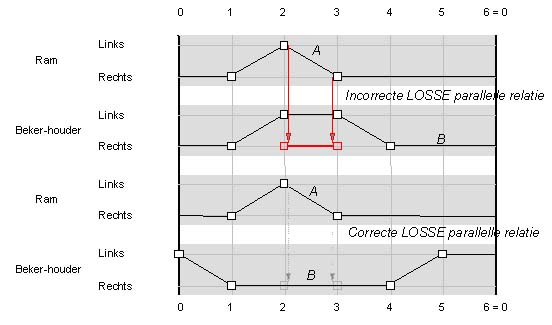
4.2 Relaties tussen transities Voor het goed functioneren van de machine dienen de transities (bewegingen) van de verschillende elementen op elkaar afgestemd te worden. Hiertoe kunnen de volgende relaties tussen transities worden gedefinieerd: sequentiële-, parallelle- en botsrelaties. Voor het goed functioneren van de machine dienen deze relaties correct te zijn.
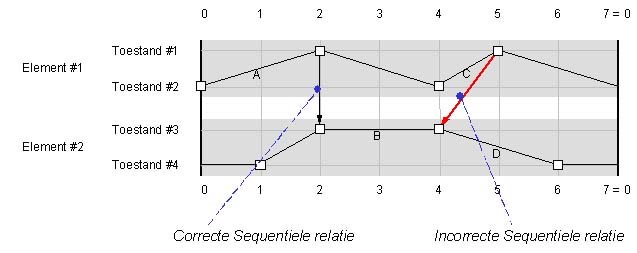
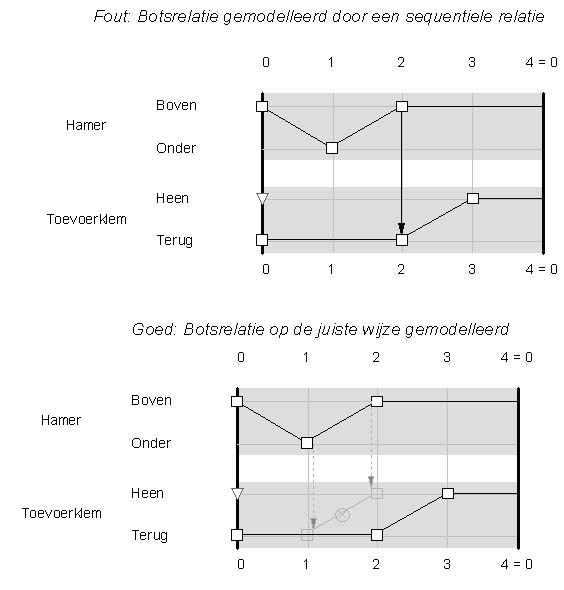
Een Botsrelatie geeft aan dat twee elementen zullen botsen als de transities tegelijkertijd optreden. Figuur 4.7 geeft een voorbeeld van een correcte en een incorrecte botsrelatie.
4.3 Het Functionele en Kritieke pad Binnen een STD zijn twee belangrijke paden aan te geven: het functionele pad en het kritieke pad. Het functionele pad geeft de sequentie van bewerkingen aan (figuur 4.8). Feitelijk komt dit overeen met de functiestructuur van de machine.
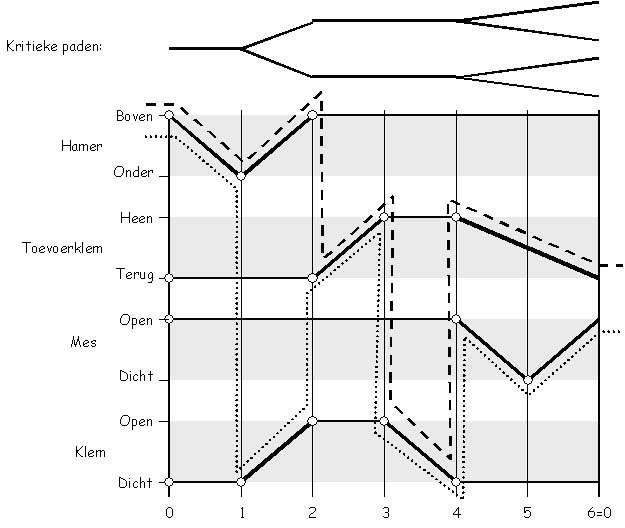
Het kritieke pad geeft de sequentie van transities aan die bepalend zijn voor de cyclustijd van de productiemachine. Het wordt verkregen door per stap te kijken welke transitie de tijdsduur van de stap bepaald. Vaak bestaan er per stap meerdere transities die bepalend kunnen zijn. In dat geval splitst het kritieke pad zich in meerdere kritieke paden en zal in het tijd-toestand diagram bepaald moeten welk van deze paden het meest tijdskritiek is. Het zal duidelijk zijn dat het kritieke pad zo kort mogelijk moet zijn. In figuur 4.9 worden twee kritieke paden voor een spijkermachine getoond. In totaal zijn er vier kritieke paden. Elke van deze paden begint bij "Hamer - Boven". Vervolgens splitst het pad op stap 1 en nogmaals op stap 4. Door deze twee splitsingen ontstaan er dus vier paden.
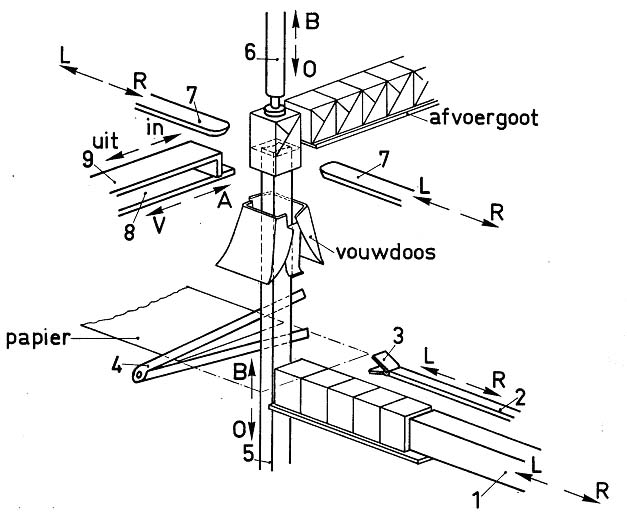
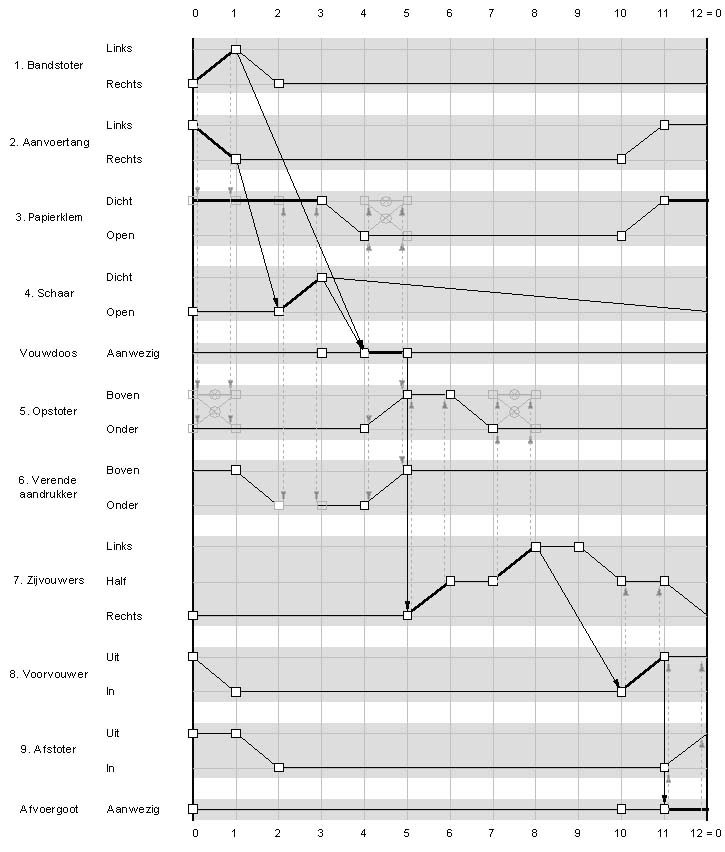
4.4 Voorbeeld van een stap-toestand diagram Een wat ingewikkelder voorbeeld wordt ontleend aan het proces "verpakken van een maggiblokje", zie figuur 4.10. De belangrijkste handeling is het omhoog duwen van een blokje, samen met een rechthoekig vel papier, door de vouwdoos (een soort vierkante trechter, die vast staat opgesteld). Hierbij worden in één beweging vijf van de zes vlakken om het blokje gevouwen. De rest van de handelingen betreffen het aanvoeren van het blokje en het papier, het maken van de vouwen van het onderste vlak, en het afvoeren van het verpakte blokje.
Van belang voor de werkwijze zijn de handelingen die niet anders dan in serie kan staan. Deze handelingen worden door sequentiële relaties beschreven en zijn dik gedrukt in figuur 4.11. Omdat de vouwdoos niet beweegt, maar toch een cruciale functie vervult, is een dummytoestand aangemaakt, zodat het toch mogelijk is de sequentiële relaties te tekenen. Parallelle relaties In het voorbeeld kunnen diverse parallelle relaties aangegeven worden: * Tijdens transport van het papier moet de papierklem het papier klemmen * Tijdens het knippen door de schaar, zal de verende aandrukker het papier moeten aandrukken, en moet de papierklem het papier blijven klemmen. * De vouwdoos zal alleen dan het papier vouwen als zowel blokje als papier door de opstoter door de vouwdoos worden getransporteerd. * Tijdens het vouwen door de vouwdoos, moet de verende aandrukker het papier op het blokje blijven aandrukken. Botsindicatoren In het STD kunnen potentiële botsingen tussen onderdelen aangegeven worden. Enkele voorbeelden zijn: * Tijdens het van rechts naar links bewegen van de bandstoter mag de opstoter alleen maar onder zijn. * Tijdens het van onder naar boven bewegen van de opstoter moet de papierklem open zijn. Botsingen kunnen soms vermeden worden door het maken van constructieve aanpassingen. Figuur 4.12 toont dat de afstoter een gaffelvorm heeft, waardoor hij niet kan botsen met aandrukker.
4.5 Punten van aandacht bij het construeren van een Stap Toestand Diagram
Botsingen tussen onderdelen worden vaak ten onrechte beschreven door sequentiële relaties. Dit wordt duidelijk gemaakt met een voorbeeld. In het geval van de spijkermachine mag het van onder naar boven bewegen van de hamer niet tegelijkertijd plaatsvinden met het van terug naar heen bewegen van de toevoerklem omdat de draad anders tegen de hamer zal aankomen. De juiste wijze om dit te modelleren is het definiëren van een botsindicator tussen deze bewegingsdelen. Het probleem van de potentiële botsing wordt opgelost door het ene bewegingsdeel vóór of juist ná het andere plaats te laten vinden. Vaak wordt in plaats van het modelleren van het probleem (de botsing), de oplossing (het na elkaar plaatsvinden van bewegingen) gemodelleerd, zoals in de bovenste afbeelding van figuur 4.14 is aangegeven.
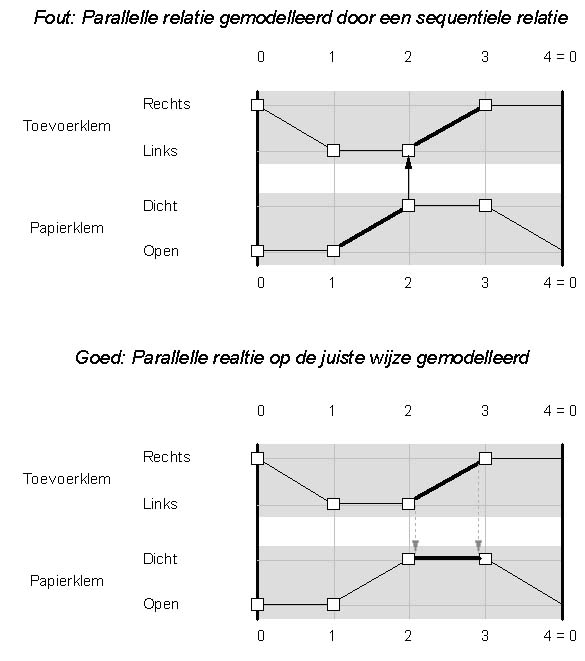
Ook parallelle relaties worden vaak als een sequentiële relatie gemodelleerd. Zo laat de bovenste afbeelding in figuur 4.15 zien dat eerst de papierklem in de maggiblokjes inpakmachine dicht moet gaan alvorens de toevoerklem mag bewegen. Ook hier geldt dat dit een foutief gebruik van de sequentiële relatie is, mede doordat de functie "klemmen" aan het verkeerde bewegingsdeel van de papierklem is toegekend. De juiste wijze van modelleren is in de onderste afbeelding getoond. Deze figuur laat zien dat de functie "klemmen" wordt vervuld als de papierklem dicht is en dicht blijft. Verder toont het dat het tijdens de "transportfunctie" vereist is dat het papier geklemd wordt.
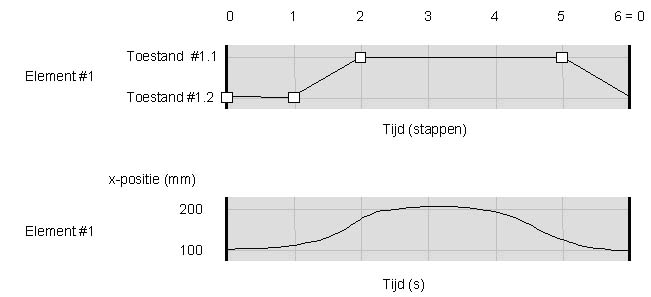
Een STD wordt vaak tijdens de conceptuele fase van het ontwerpproces gemaakt. In deze fase is de globale werking van de machine ongeveer bekend. De exacte bewegingen, dimensies en de tijden nodig om bewegingen te maken zijn vaak nog niet te bepalen, mede omdat deze variabelen afhangen van de interactie tussen de bewegingen van onderdelen. Om toch een beeld te kunnen vormen van het complexe bewegingenpatroon van de machine, kan een STD gebruikt worden. In een STD wordt, in plaats van een continue weg- en tijdsas, gebruik gemaakt van een discrete weg- en tijdsas. Nadat het uiteindelijke STD bepaald is, kunnen tijden aan de stappen en numerieke waarden aan de toestanden gekoppeld worden (figuur 5.1) en gaat het STD over in een continue beschrijving van de beweging.
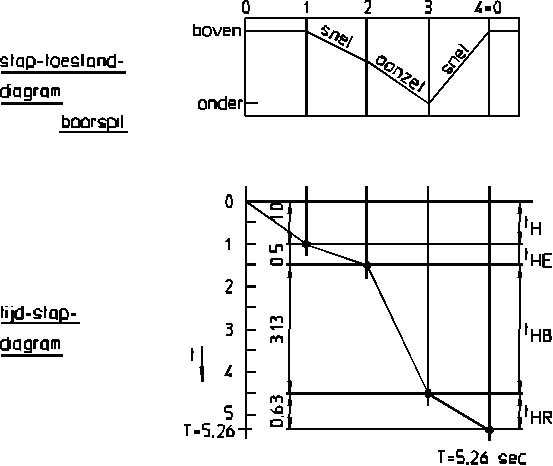
Overige tijden (aangenomen wordt een constante snelheid gedurende de stap): - stap 3 (sleuf frezen): 6 s; - stap 4 (frees omhoog): 1 s; - stap 1 (frees terug, ijlgang): 1 s. Voor de draaitafel (ook stap 1) is een beweging met constante snelheid in combinatie met start/stop niet realistisch. Beter is een motor met mechanisme (een RR-omzetter met tussenrust, waarin telkens gestopt/gestart wordt). Vooruitlopend op de definitie van een geschikt bewegingsverloop, is een kwalitatief geloofwaardig verloop getekend. Hierbij is aangenomen, dat de staptijd 1,5 s bedraagt. Na het vaststellen van deze staptijden kan het tijd-weg diagram getekend worden. De cyclustijd is de som van de langste tijden van de seriehandelingen. Hier: 1,5 + 3,5 + 6 + 1 = 12 s. De capaciteit van de machine is het aantal producten per tijdseenheid. Hier 3600/12 = 300/uur. 6 Bewegingsplan met baanfuncties
2) Het stap-toestand diagram met daarin o.a. de beweging van de pakkop, welke de toestanden "boven" (de transportband) en "onder" (boven de krat) kent.
|